
Otázka, jak ohýbat profilovou trubku, často vzniká při uspořádání místní oblasti nebo místa. To platí zejména při zařizování skleníků, vinic a altánů. Práci na profesionálním vybavení můžete provádět u firmy Stalmet, přihlášky přijímáme na telefonním čísle +7 (812) 334-91-51. Doručení je možné pro obyvatele Petrohradu a regionu.
Pokud je objem práce malý a potřebujete ohnout jednu trubku malého průměru, můžete ji ohnout ručně. Jak to udělat? Číst dál.
5 způsobů, jak ohnout profilovou trubku doma
- Ohýbání trubek pomocí tepla. K tomu budete potřebovat výkonný hořák (můžete použít svítilnu) a stroj se svěrákem. Potrubí musí být ohříváno v místě plánovaného ohybu. Topná plocha se rovná šesti průměrům potrubí. Pod vlivem vysoké teploty se kov stává pružnějším, poddajnějším a může mít požadovaný tvar. Tato metoda není vždy vhodná a má řadu omezení. Vyhřívání lze použít pouze pro jednotlivé ohyby. Časté zahřívání stejného produktu povede ke ztrátě pevnosti kovu. Tuto metodu lze použít na potrubí s malým průřezem.
- Ohněte výrobek pomocí brusky. Pohodlná volba, když nemáte po ruce arzenál speciálních nástrojů. V místě budoucího ohybu je třeba provést několik řezů v potrubí. Čím větší je úhel ohybu, tím méně řezů bude potřeba. Zpravidla stačí tři „pruhy“. Poté lze trubku snadno ohýbat bez dalších nástrojů. Místa řezu jsou následně svařena. Pro dosažení estetického vzhledu lze jizvy obrousit.
- Pomocí pružiny. Z ocelového drátu o průřezu 2 mm musíte vyrobit pružinu o něco menší, než je průměr trubky, kterou je třeba ohnout. Pružina je umístěna v potrubí. Délka pružiny musí být větší než délka obrobku. Ohnutím pružiny se nevyhnutelně ohne trubka, ve které je umístěna. Abyste „neztratili“ pružinu v potrubí, měli byste k ní předem přivázat dlouhý, silný drát. Díky tomu nebudou problémy s vyjmutím pružiny z potrubí.
- Ohýbání trubky pískem. Pro tuto metodu je třeba písek prosít dvakrát. Nejprve vyhoďte oblázky do hrubého síta, poté odstraňte malá zrnka písku na jemném sítu. Velikost zrn písku by měla být přibližně 0,7 mm. Po předchozím uzavření jednoho konce trubky dřevěnou zátkou naplňte trubku pískem a uzavřete její druhý konec. Místo dřeva jako špunty nemůžete použít žádný jiný materiál. Pomocí svěráku upněte trubku a ohněte ji na požadované parametry.
- Ohýbání produktu pomocí vody. Celkem jednoduchý způsob. Jeho princip je podobný výše popsanému. Potrubí by mělo být naplněno vodou a umístěno v prostředí se zápornou teplotou dostatečnou k zamrznutí vody uvnitř produktu. Poté lze s trubkou snadno manipulovat a ohyb bude hladký a čistý.
Jak vidíte, ohýbání profilové trubky bez použití ohýbačky trubek je docela možné.
Běžné potíže při ohýbání profilové trubky na vlastní pěst
Profilová trubka může být čtvercová, obdélníková nebo mnohostranná. Stávající žebra dodávají výrobku větší pevnost a odolnost proti ohybu. To může způsobit řadu potíží při provádění práce:
- Vlivem síly se na vnitřní straně trubky mohou vytvořit záhyby a záhyby.
- Vnější část produktu se může natáhnout a ztenčit. Pokud je tloušťka stěny trubky menší než 2 mm, nelze ji ohýbat. V tomto případě je optimální použití svařování.
- Díky své elasticitě bude mít kov tendenci obnovit svůj předchozí tvar. Původně určený úhel by měl být trochu větší. „Mezeru“ lze vypočítat výpočtem hodnoty plastového momentu odporu materiálu s přihlédnutím k tloušťce stěn výrobku.
- Během ohýbání může dojít k porušení os výrobku, což je často kritické a brání použití trubky.
Dodržováním doporučení, jak ohýbat profilovou trubku, můžete uspořádat své vlastní stránky. Zohlednění výše uvedených nuancí vám pomůže správně provést všechny kroky a vyhnout se potížím ve vaší práci.
Vytvořte si na webu přihlášku, co nejdříve vás budeme kontaktovat a zodpovíme všechny vaše dotazy.
Profilové trubky jsou kovové výrobky používané pro stavbu skleníků, skleníků, altánů a přístřešků. Čtvercové nebo obdélníkové trubkové výrobky musí být často ohnuty na určitý poloměr, aby se dosáhlo požadovaného výsledku. Trubka se ohýbá působením tlakové síly: buď při pokojové teplotě, nebo při zvýšené teplotě. Technologie ohýbání profilu podél poloměru se vybírá s ohledem na rozměry průřezu, tloušťku stěny a materiál, ze kterého je vyroben. V domácích dílnách většinou ohýbají profilové výrobky z oceli (s malým průřezem) a měkčích barevných kovů a jejich slitin.
Jaké závady mohou nastat při nesprávné volbě nebo porušení technologie?
Proces je doprovázen tahovými silami, které působí na vnější část ohybu, a tlakovými silami na vnitřní část. Je možné vyrobit vysoce kvalitní produkt pouze tehdy, pokud znáte technologická pravidla procesu, jinak je pravděpodobné:
- porušení zarovnání oblastí;
- vzhled trhlin na stěně umístěné na vnější straně ohybu;
- tvorba nerovných záhybů na vnitřní straně ohybu;
- divergence švu svařovaného profilu.
Poradenství! Aby se předešlo defektům, doporučuje se ohýbat trubky s výškou profilu (h) do 20 mm na segmentu, jehož délka je rovna nebo větší než 2,5*h. Pokud je výška profilu větší než 20 mm, pak je minimální segment 3,5*h. Tenkostěnné výrobky s velkým průřezem (tloušťka stěny menší než 2 mm) nelze ohýbat pro získání vysoce kvalitního dílu.
Plastové nízkouhlíkové nelegované a nízkolegované oceli se vyznačují určitou „pružností“. To znamená, že po ohnutí má trubka tendenci vrátit se do své předchozí polohy. Proto je u takových výrobků často nutná montáž podle šablony.
Jak správně ohýbat profilovou trubku s ohřevem a při pokojové teplotě?
Ne vždy lze jednoznačně doporučit, v jakých případech je nutné zvýšit plasticitu kovu ohřevem. Praktické zkušenosti však naznačují, že:
- Válcované výrobky s výškou profilu do 10 mm se ohýbají bez ohřevu.
- Výrobky s výškou v rozmezí 10-40 mm, za přítomnosti ohýbacího zařízení, se obvykle ohýbají bez ohřevu. Pokud neexistuje žádné specializované zařízení, pak se rozhodnutí provádí v závislosti na výšce profilu, tloušťce stěny a tažnosti kovu.
- Trubkové profily s výškou profilu nad 40 mm se obvykle zpracovávají za zvýšených teplot.
Ohýbání s ohřevem
Při použití poloměru ohýbání za tepla se používá plnivo, jehož funkce obvykle plní písek střední frakce – do 2,5 mm. Prachové částice (méně než 0,7 mm) jsou tříděny, protože se mohou slinovat při vysokých teplotách. Účelem výplně je zabránit vzniku prasklin na vnější straně ohýbané trubky a malých záhybů uvnitř. Před použitím se písek zahřeje na teplotu +150°C.
Zátky na potrubí jsou vyrobeny z hlíny nebo dřeva ve tvaru komolého jehlanu. Délka pyramidy by měla být 10krát větší než šířka základny. A základní plocha je 2krát větší než plocha průřezu ucpané trubky. Na jedné tlumicí části jsou vytvořeny podélné drážky, které při zahřátí kovu budou sloužit jako kanály pro odvod plynů.
Hlavní fáze procesu ohýbání za tepla jsou:
Na jeden konec trubky se vloží zátka a na druhý se nalije kalcinovaný písek. Pro zhutnění výplně se stěny trubky poklepou paličkou. Potřebná plocha se zahřívá foukačkou nebo plynovým hořákem, dokud kov nezíská vínově červený odstín. Při zpracování trubek svařovaných po délce z jednotlivých úseků je nutné zajistit, aby v topné zóně nebyl žádný svar. Při práci se svařovanými trubkami je podélný šev umístěn na vnější části ohybu. Před ohýbáním trubky je upevněna ve svěráku nebo speciálních svorkách. Segment se ohne jedním plynulým pohybem. Po ohnutí výrobku odstraňte zátky a vylijte plnivo.
Nedoporučuje se potrubí opakovaně zahřívat, protože ztratí pevnost.
Metoda ohýbání za studena
Výrobky s výškou profilu do 10 mm se zpracovávají bez plniva. U tenkostěnných trubek malého průřezu se používají hustě vinuté pružiny, které zajišťují rovnoměrnou deformaci stěn trubek. Vyberte pružinu o takovém průměru, aby mohla těsně zapadnout do potrubí, ale bez tlaku. Pro snadné odstranění pružiny přivažte kus drátu k jejímu krajnímu závitu. Ve velkoprofilových válcovaných výrobcích se jako plnivo používá kalcinovaný písek.
Zařízení pro ohýbání profilových trubek
Sortiment zařízení určených pro ohýbání profilových trubek zahrnuje zařízení různého stupně konstrukční složitosti, produktivity a přesnosti výsledku.
Horizontální ohýbací deska s otvory
Toto jednoduché zařízení slouží k ohýbání profilové trubky malého průřezu, umožňuje ji ohýbat bez ohýbačky trubek. Jedná se o vodorovně umístěný ocelový plech značné tloušťky, do jehož otvorů jsou pevně instalovány kovové dorazové kolíky. Při ohýbání je výrobek umístěn mezi zarážky, které jsou umístěny v souladu s požadovaným poloměrem ohybu. Na jednom z dorazových čepů je umístěna tryska, která umožňuje nastavení poloměru ohybu. Proces začíná od středu obrobku. Tato metoda vyžaduje použití značné fyzické síly. Tvarová přesnost výsledného dílu je nízká.
Ohýbání trnu
Pro práci s profily s výškou stěny do 25 mm se vyrábí trn. Jako základ zařízení je použit pracovní stůl s velkou horizontální plochou. Šablona je vyrobena z překližky nebo MDF. Šablona a profil jsou připevněny k pracovnímu stolu pomocí svorek. Trubka je hladce ohnuta. Pokud je nutné ohýbat díly podél různých poloměrů, vyrábí se několik šablon.
Řada ručních ohýbaček profilů PG

Ohýbačky válců PG-1 a PG-3 jsou oblíbená válcovací zařízení, ovládaná ručně. Používají se v jednotlivých farmách a malých opravárenských a výrobních dílnách. Standardní stroj je navržen pro práci s pravoúhlými a čtvercovými trubkami, kanály, pásy z oceli, jakož i hliníkem, mědí a jejich slitinami. Pro zpracování kruhových trubek je nutný nákup další sady válečků. Válce jsou instalovány mezi dvěma nosnými stěnami pouzdra. U ohýbačky profilů PG-2 jsou válečky umístěny mimo pouzdro.
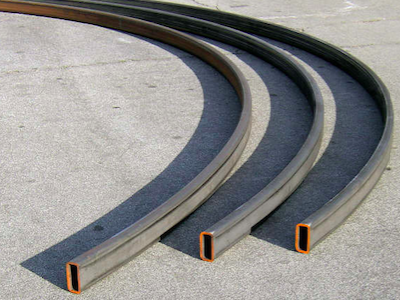
Stroj PG-6 je nejvýkonnější a nejproduktivnější v této rodině. Efektivní pro sériové ohýbání podobných výrobků. Navíc můžete současně ohýbat 3 profily, jejichž výška nepřesahuje 40 mm. Maximální velikost průřezu, se kterou může PG-6 pracovat, je 80 mm, tloušťka stěny je 3 mm.
















