Při práci s masivním dřevem byste měli používat pily, které odpovídají charakteru prováděné práce, jsou řádně připravené, válcované nebo kované a bez mechanického poškození. Kotoučové pily (CS) často kvůli nedodržení provozních doporučení předčasně selžou – na kotouči se tvoří vybouleniny a slabiny s charakteristickými stopami po popálení, zuby se odštípají nebo ulomí a nakonec se pila může zlomit.
Jak ochránit drahý nástroj před předčasným selháním a navíc zvýšit efektivitu řezání na kotoučových pilách?
Design pily
Kotoučové pily pro provádění konkrétní práce by měly být vybírány s co nejmenším průměrem. Pily s malým průměrem jsou stabilní a poskytují vysoce kvalitní řezy, což umožňuje získat větší výtěžnost hotových výrobků a s vyšší kvalitou než při použití nástroje s velkým průměrem. Aby byl zajištěn volný pohyb pily v řezu, musí být její zuby odsazeny nebo opatřeny hroty z tvrdé slitiny a při nastavování by měla být ohnutá pouze 1/3 výšky zubu. U pil s karbidovými nebo stelitovými destičkami připájenými k zubům není nutná kabeláž.
Při podélném řezání by ostření špiček zubů mělo být rovné, bez naklánění. Přední a zadní úhly ostření v závislosti na typu řezaného materiálu by měly být v rozmezí 15–25°. Šířka špičky zubu (délka kotouče) by měla být o 0,6–1,6 mm širší než tloušťka pilového kotouče, tj. šířka řezu se rovná:
kde b je tloušťka pilového kotouče, mm; S 1 – rozšíření na boku, mm.
Rozšíření na straně může být různé v závislosti na tvrdosti dřeva a jeho stavu agregace (rozmražené, čerstvě nařezané, suché nebo zmrazené). Například u surového (mokrého a měkkého dřeva) může být maximální roztažení na straně maximálně – 0,8-0,9 mm a u suchého tvrdého dřeva – minimálně 0,4-0,5 mm. To je způsobeno tím, že v důsledku tření, které vede k zahřívání těla pily, dochází k elastickému zotavení dřeva při řezu různých stavů kameniva rozdílně. Minimální zotavení v řezu je charakteristické pro suché, tvrdé a zmrzlé dřevo a maximální je charakteristické pro měkké a mokré dřevo.
Do těla pily lze připájet desky z tvrdé slitiny (tzv. čistící nože, neboli multexy). Během provozu se takové desky, vzhledem k tomu, že jejich šířka je menší než šířka zubového kotouče, neotírá o stěny řezu, a i když pilový kotouč z nějakého důvodu ztratí svou rovinnost (stabilitu), tření pilového kotouče na řezu je kvůli multiplexům vyloučen. Tyto připájené desky chrání pilový kotouč a pilu jako celek před nadměrným zahříváním. Je velmi žádoucí, aby při řezání materiálů o tloušťce větší než 100 mm byly pily vybaveny multitexem.
Před instalací do stroje musí být vysoká pec řádně připravena k práci, zejména musí vzniknout vnitřní mechanická pnutí v jejích lopatkách. Kotoučové pily bez vnitřního pnutí jsou pro práci nevhodné, protože se vyznačují bočním házením a nízkou stabilitou kotouče při řezání, při provozu „plavou“, tedy kotouč ztrácí stabilitu a brzy se popálí.
Ale přítomnost vnitřních pnutí v listech těchto pil je nejdůležitějším předpokladem jejich úspěšného provozu. To je způsobeno tím, že během provozu se zóna zubu (korunka) zahřívá intenzivněji než ostatní zóny a vznikají tepelná tlaková napětí. Působí na ně tangenciální napětí od odstředivé síly. Obě namáhání se sčítají, což může mít negativní důsledky pro pilu, proto by měla být přijata opatření k odstranění tohoto jevu válcováním nebo kováním těla pily.
Aby se oblast pilových zubů během řezání nezvlnila, měla by být střední část pilového kotouče prodloužena. V tomto případě hrana pily získá volnost pro natažení a pila při otáčení zůstává plochá. Napětí ve střední zóně pilového kotouče se vytváří válcováním nebo kováním (údery speciálním kladivem na rovnací kovadlinu). Válcování pilových kotoučů se provádí na speciálních strojích. Při ručním rovnání kotoučových kotoučů jsou aplikovány údery kladivem podle speciálního vzoru – v závislosti na parametrech pily, režimech řezání, rychlosti posuvu řezaného materiálu a dalších faktorech. Správně napnutý pilový kotouč, umístěný svisle, by neměl vibrovat při proražení uprostřed.
Vnitřní napětí v pilovém kotouči lze sledovat následujícím způsobem: levou rukou mírně nakloňte kotouč a pravou rukou přiložte na kotouč rovný okraj. V tomto případě by se měla objevit světlá mezera – známka přítomnosti vnitřních pnutí. Stejná světelná mezera musí být zaznamenána při kontrole druhé strany pilového kotouče. Přibližné hodnoty světelné mezery pro řeznou rychlost 50 m/s: 0,3-0,5 mm pro průměr pily 400-800 mm a 1,6-1,8 mm pro pily o průměru 1000 mm.
Pro dosažení vysoké kvality řezu je velmi důležitý počet zubů DP. Obecným pravidlem je používat pily s více zuby pro řezání tenčích materiálů a méně zubů pro řezání silnějších materiálů. Pro řezání masivního dřeva musí současně pracovat minimálně dva a maximálně čtyři zuby. Pokud má řezaný materiál méně než dva zuby, pila nebude fungovat hladce. Pokud je v řezu velký počet zubů, vnější (korunová) zóna pilového kotouče se velmi zahřeje. Pila ztrácí svou rovinnost a může selhat v důsledku tření o řezaný materiál.
Optimální počet zubů (Z) v materiálu lze zjednodušit vzorcem)
kde H je výška sečení, mm; t = rozteč zubů pily, mm.
Vždy by mělo být více než jeden zub, jinak nelze zaručit přímost řezání. Optimální počet je 2…3 zuby v řezu. Velký počet zubů v pile způsobuje zvýšení zatížení hnacího motoru, proto musí mít vysoký výkon. Rozteč zubů pily t (mm) je určena vzorcem
kde D je průměr pily, mm; π = 3,14; z – počet zubů pily, ks.
Pro podélné řezání dřeva se doporučuje velká rozteč zubů pily (30–45 mm); vysoká výška řezu; řezání měkkého dřeva. Pro příčné řezání dřeva se doporučuje jemná rozteč zubů pily; nízká výška řezu; řezání tvrdého dřeva. Při výběru pily na řezání masivního dřeva má velký význam tvar profilu zubu. Je třeba si uvědomit, že při řezání tvrdého a zmrzlého dřeva tvar a objem mezizubní dutiny velmi ovlivňuje kvalitu a rychlost řezání.
Při velkém počtu zubů a tím i malé mezizubní dutině jsou piliny malé, jejich odstranění z řezu je obtížné, část pilin se dostává mezi stěny řezu a tělo pily, pila se zahřívá a na pilovém kotouči ulpívá velké množství pryskyřice a prachu. Pila pálí a rychle se otupí, takže ji musíte často ostřit. Navíc prudce roste spotřeba elektřiny na jednotku výroby.
Rychlost posuvu
Při mechanickém podávání materiálu do zóny řezání byste měli zvolit takovou rychlost, aby posuv na zub (Uz) byl 0,2–0,7 mm pro čerstvé dřevo a 0,1–0,3 mm pro suché dřevo. Tato hodnota závisí na počtu zubů a je zajištěna, když je materiál přiváděn do zóny řezání rychlostí posuvu (m/min):
kde ty z − posuv na zub, mm; Z – počet zubů pily; n – otáčky hřídele pily, 1/min. ot./min

Stůl. Hodnoty posuvu (Uz) na zub pro tvrdokovové pily při
řezání různých materiálů
Se znalostí rychlosti posuvu, rychlosti otáčení pily a optimální hodnoty posuvu na zub pro různé druhy dřeva a materiálů můžete nezávisle zvolit správný počet zubů na pile. Hodnoty posuvu na zub pro různé materiály jsou uvedeny v tabulce.
Rychlost posuvu při mechanickém podávání materiálu musí být minimálně 20–30 m/min. Při nižších rychlostech posuvu dochází k rychlému opotřebení zubů, přehřívání a v konečném důsledku k selhání pily. Pily musí být ostré. Řezání dřeva tupými nástroji zvyšuje spotřebu energie, snižuje kvalitu produktu a způsobuje selhání pily.
Velký význam pro stabilní provoz a životnost kotoučových pil má technický stav stroje a způsob podávání materiálu do zóny řezání. Pokud stroj vykazuje výrazné (více než 0,02 mm na 100 mm délky) radiální házení hřídele pily, měly by být všechny závady okamžitě odstraněny. Je vhodné umístit pilu na hřídel a zkontrolovat boční házení pily indikátorem. V závislosti na průměru pily jsou povoleny maximální odchylky od roviny zdvihu 0,01−0,03 mm.
U válečkových podávacích strojů je zpravidla odspodu připojen výfukový systém pro odstraňování pilin z pilového boxu. Spolu s pilinami padají do digestoře kousky kůry a dalšího odpadu, které rychle ucpávají kanál pro odvod pilin a účinnost digestoře prudce klesá po nařezání 10-15 paprsků. Díky tomu se piliny z pilového boxu téměř neodstraňují, což způsobuje rychlé přehřívání pilových kotoučů a jejich selhání. V tomto ohledu je výhodné používat stroje s housenkovým posuvem materiálu do zóny řezání.
Nejčastější problémy při ostření DP:
- Životnost kotoučových pil je nižší, než deklarují prodejci nářadí;
- Pila nevydrží velké množství ostření.
Počet ostření kotoučových pil s tvrdokovovými hroty je dán řadou faktorů: kvalitou tvrdokovu; řezný materiál; správné fungování; množství řezaného materiálu a podle toho i včasnost ostření; stav technologického pilového zařízení; kultura výroby a dodržování technologie; zařízení používané k ostření.
Dobrý nástroj je drahý, ale vydrží dlouho. Jeho kvalita závisí na tom, jakou tvrdou slitinu výrobce používá. Mechanické vlastnosti tvrdých slitin jsou určeny procentem karbidů a pojiv a velikostí částic prášku tvrdé slitiny. Ovlivňuje je také technologický postup přípravy směsi, režimy spékání, zpracování broušení a způsoby pájení destiček k tělu řezného nástroje. Dodejme, že nejvyšší tvrdostí se vyznačují nože vyrobené ze slitiny s nízkým obsahem kobaltu (3−5 %), pokud však tvrdá slitina obsahuje určité množství karbidu titanu, pak jsou ukazatele ohybové a rázové houževnatosti sníženy. Zvýšení obsahu kobaltu v pojivu snižuje tvrdost, ale zvyšuje ohybovou a rázovou pevnost slitiny. Nekvalitní slitina se rychle rozpadá a opotřebovává, při ostření je pro korekci geometrie zubu nutné odstranit velkou vrstvu tvrdé slitiny, což vede ke snížení počtu ostření pily (snížení v její životnost).
Řezný materiál ovlivňuje i provozní (mechanické) vlastnosti nástroje, proto je nutné nástroj vybírat v souladu s jeho určením. Pomoci vám v tom mohou katalogy – velcí výrobci v nich uvádějí, pro jaký materiál je která pila určena, a také údaje o průměru a počtu zubů pily u odpovídajících materiálů. Zpracování nekvalitního (kontaminovaného) materiálu také vede k destrukci tvrdé slitiny. A to opět znamená, že při ostření je nutné odstranit větší vrstvu než z nástroje z kvalitního karbidu.
Správný provoz nástroje a množství řezaného materiálu jsou vzájemně závislé věci. Pokud například používáte nástroj k řešení složitých a velkých úkolů, pro které není určen (a v katalozích výrobců pil je uveden přibližný objem řezání před ostřením a rychlost posuvu materiálu a rychlost otáčení kotoučových pil) , pak dříve nebo později začne selhat. Výrobci velmi často nedodržují doporučení pro použití kotoučových pil, která udávají objem řezání (dobu trvání) mezi ostřeními, pro která jsou určeny. Takoví neopatrní majitelé nástroje jej používají, dokud se materiál neroztřepe, mechem nebo odštípne, což je nepřijatelné.
Důležitým faktorem účinnosti nástroje je zařízení používané k ostření kotoučových pil. A zde hodně záleží na tom, zda je zařízení automatické nebo poloautomatické. Například ostření kotoučových pil s tvrdokovovými hroty na automatickém stroji CX-100 výrobce Vollmer (Německo) umožňuje ideálně udržovat: vzdálenost mezi zuby; konfigurace zubů; tovární úhly ostření. Jednou z hlavních výhod tohoto stroje je minimální pohyb ostřící hlavy, rovných 0,01 mm. V jednom průchodu broušenou zónou lze odstranit vrstvu tvrdé slitiny o tloušťce maximálně 0,02 mm. Geometrický poměr výšky a tloušťky zubu u kotoučových pil pro zvýšení stability zubů v řezu je cca 1:3−5, t.j. pokud je tloušťka zubu 3 mm, pak je jeho výška cca 9− 15 mm. (1: od 3 do 5, nechte tak, jak je) To znamená, že pokud se při ostření přední hrany zubu odstraní například 0,02 mm (tloušťka), pak podél zadní hrany musíte odstranit 0,06–0,1 mm tvrdokovu (výška ), aby nedošlo k narušení geometrických vztahů, a tedy i mechanických vlastností zubu.
V praxi se prokázalo, že odstraněním takového množství tvrdé slitiny při jednom ostření na automatickém ostřicím stroji lze pilu naostřit až 25krát. Následně se při ostření na takovém stroji prodlužuje životnost pily, což snižuje náklady na aktualizaci nástroje. Při ostření na poloautomatech a ještě k tomu na nejjednodušších ostřičkách se životnost pily snižuje minimálně o 30-40% oproti automatické ostřičce.
Proč se na pile tvoří třísky během počátečního období provozu?
Při použití řezného nástroje lze dobu, po kterou dochází k jeho opotřebení, rozdělit na dvě období: období nouzového opotřebení (na začátku chodu nástroje), kdy dochází k mikrovydrolení břitu, díky kterému vznikají třísky a doba postupného (monotónního) opotřebení opotřebení – otěr pracovní plochy řezného klínu (ozubové destičky).
Katalogy osvědčených výrobců pil nutně obsahují tabulky rychlosti posuvu zpracovávaného materiálu a řezné rychlosti kotoučových pil odpovídající konkrétním pilám a materiálům. Pokud tyto vlastnosti nejsou zachovány, kvalita opracovávaných povrchů se snižuje, nástroj je vystaven velkému zatížení, na řezné hraně se objevují třísky, ztrácejí se její vlastnosti, snižuje se životnost pily a je zaznamenána nadměrná spotřeba energie .
Řezná rychlost pily V (m/s) se vypočítá na základě její frekvence otáčení a průměru:
kde D je průměr pily, mm; π = 3,14; n – otáčky pily, 1/min. ot./min
Základní pravidla pro obsluhu kotoučové pily
- Zařízení musí být v dobrém provozním stavu, vřetena nesmí vybíjet.
- Upínací příruby (pilové podložky) musí mít stejný průměr, rovnající se alespoň 1/3 průměru instalované pily; průměr příruby (d) lze vypočítat pomocí vzorce d = 5√D, kde D je průměr pily, mm.
- Montážní kroužky a podložky musí být přísně rovnoběžné.
- Pila by měla vyčnívat nad obrobek alespoň o výšku zubu, ale méně než 5 mm;
- Zaoblení břitu (čepele) zubu před dalším ostřením by nemělo přesáhnout 0,2 mm.
- Před instalací pil na stroj je nutné důkladně očistit jejich povrch rozpouštědlem. Pozor: nepoužívejte žíravá rozpouštědla!
- Udržujte příruby a kroužky čisté.
- Ujistěte se, že tělo pily je vždy rovnoběžné s vodítky a pravítkem.

Kruhové pily – nejoblíbenější nástroj na řezání dřeva
a další materiály.
Pilový list je kovová deska se zuby na okraji. Jejich počet se liší v závislosti na účelu pily. Na plátně některých pil můžete vidět čištění nožůumístěné radiálně v různých vzdálenostech od montážního otvoru, popř teplotní kompenzátory – štěrbiny 1-2 mm široké a 15-20 mm dlouhé s kulatými otvory na konci. Takové konstrukční prvky pomáhají chránit pohon před přehřátím, které je hlavní příčinou deformace pohonů.
Každá z konfigurací je navržena tak, aby poskytovala optimální řez konkrétního materiálu a v případě řezání dřeva záleží také na směru řezu. Pojďme se blíže podívat na to, jaké typy pil existují a na jaké parametry byste si při výběru kotoučové pily měli dát pozor.
TYPY KOTOUČOVÝCH PIL
Mezi obrovskou rozmanitostí kotoučových pil lze rozlišit dva hlavní typy – jedná se o pilové kotouče MONOLITICKÉ a KARBIDOVÉ.
MONOLITNÍ – jedná se o disky vyrobené z jednoho plechu z vysoce uhlíkové oceli nebo jiné odolné kovové slitiny. Disky tohoto typu mají obvykle velký počet zubů.
Monolitické pohony mají následující výhody:
- relativně nízké náklady;
- snadná údržba – můžete si sami ostřit;
- velká bezpečnostní rezerva.
Nevýhody:
- zuby musí být pravidelně šlechtěny;
- kvalita řezání je horší než u tvrdokovu.
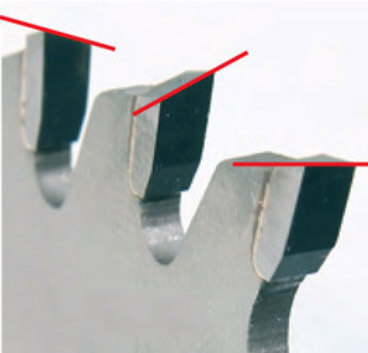
KARBID pilové kotouče mají označení HW, ale i bez toho není těžké je odlišit od monolitických. Zuby takové pily mají karbidové pájení vyčnívající za čepel – zpravidla kobalt (Co) и wolfram cabrida (WC). Přítomnost tvrdého pájení dává pilám větší pevnost a výrazně prodlužuje jejich životnost.
Výhody:
- vysoce kvalitní řezání;
- je možné řezání vysokou rychlostí;
- dlouhé zdroje ostření pájení.
Nevýhody:
- vysoká (ve srovnání s monolitickými disky) cena;
- ostření vyžaduje speciální dovednosti a vybavení.
CHARAKTERISTIKA PILOVÉHO KOTOUČE
Hlavní parametry jsou ve většině případů uvedeny na plátně samotného disku se speciálním označením. V technické dokumentaci a také na webových stránkách výrobců mohou být parametry disku označeny sadou čísel. Například na stránce s popisem vícekotoučové pily pro zpracování tenkého rozchodu UPT-250M jsou vlastnosti kotoučových pilových kotoučů uvedeny takto:

- vnější průměr;
- vnitřní (přistávací) průměr;
- tloušťka řezu;
- tloušťka pásu;
- počet zubů;
- počet mezilehlých zubů;
- počet čisticích nožů.
Parametry, jako je tvar zubů a úhel jejich ostření, nejsou vždy uvedeny ve specifikacích, ale je také důležité je vzít v úvahu při výběru pilového kotouče, který je optimálně vhodný pro dané úkoly. Podívejme se blíže na to, co každý z těchto parametrů znamená a co ovlivňuje.
VNĚJŠÍ PRŮMĚR
Průměr disku
Max RPM
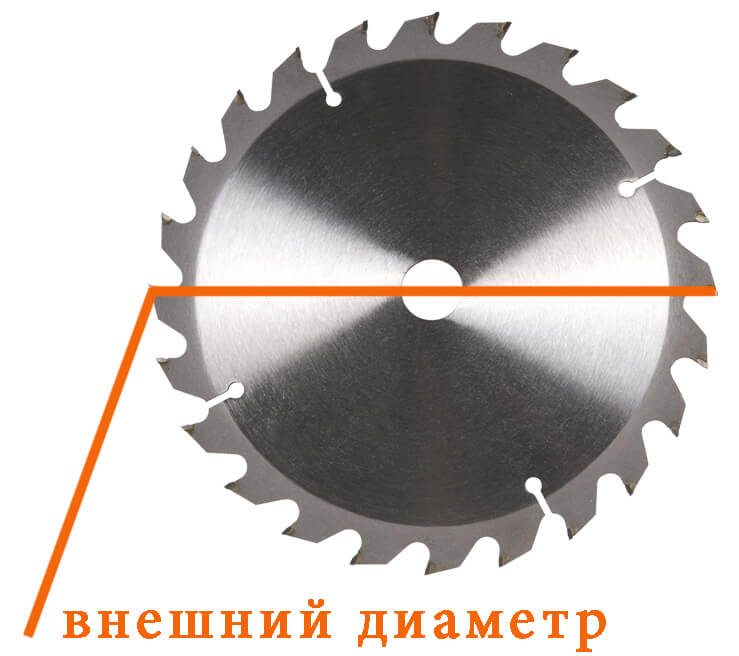
Vnější (neboli vnější) průměr kotouče se měří na okraji zubů. Rozsah velikosti v závislosti na účelu pily je poměrně velký – od 65 do 600 mm. Vnější průměr kotoučové pily se volí na základě parametrů zařízení:
- rozměry pouzdra (kotoučová pila) nebo pilový blok (multi-pilové stroje);
- Rychlost — se zvětšujícím se průměrem pilového kotouče klesá maximální přípustná rychlost otáčení pilového kotouče.
Vnější průměr pilového kotouče neovlivňuje kvalitu řezu, ale přímo souvisí hloubka řezu – tj. maximální vzdálenost, kterou je pilový kotouč schopen zanořit do zpracovávaného materiálu. Je třeba také vzít v úvahu, že kotouče s velkým průměrem jsou tlustší a tloušťka řezu se odpovídajícím způsobem zvyšuje.
VNITŘNÍ (VESTAVĚCÍ) PRŮMĚR

Vnitřní průměr se vztahuje k velikosti montážního otvoru ve středu pilového kotouče. Průměr otvoru musí odpovídat průměru vřeteno pilové zařízení, na kterém je kotouč namontován. Hodnoty tohoto parametru se pohybují od 11 do 50 mm.
Pro spolehlivější fixaci pilového kotouče na sedle lze hřídel pily vybavit perem. V tomto případě musí mít montážní otvor pilového kotouče drážky vhodného tvaru a velikosti.
TLOUŠŤKA LISTU
Nejběžnějším parametrem je 3,2 mm, ale v závislosti na účelu pilového kotouče, řezném materiálu a zařízení, na kterém je pilový kotouč instalován, se může tloušťka lišit od 2 do 6 mm.
Čím tenčí je kotouč, tím menší je tloušťka řezu, tím méně materiálu jde na třísky – tím větší je výtěžnost. Odolnost materiálu je nižší, tudíž se snižují náklady na energii. Podstatnou nevýhodou tenkých pil je však jejich krátká životnost – takový kotouč se rychleji zahřívá, což v konečném důsledku vede k deformaci.
Pily velké tloušťky mají vysoký pracovní zdroj, zatímco tloušťka řezu se zvyšuje a rychlost řezání se výrazně snižuje. Velká tloušťka se vyplatí při zpracování dřeva ve velkých objemech.
POČET ZUBŮ
Podle počtu zubů jsou kotoučové pily podmíněně rozděleny takto:
- 10-40 – disky s malým počtem zubů;
- 40-80 – disky s průměrným počtem zubů;
- 80-90 – disky s velkým počtem zubů;
Tento parametr přímo ovlivňuje kvalitu řezu – čím více zubů, tím přesnější řez bude. S rostoucím počtem zubů se však snižuje přípustná řezná rychlost.
Pilové kotouče z tvrdokovu, které se instalují na skupinové pily, mají často další mezilehlé zubyumístěné mezi hlavními. Jejich velikost je menší než u hlavních, není na nich instalováno tvrdokovové pájení. Mezizuby se také nazývají stírací zuby, protože jsou navrženy tak, aby zlepšily vyhazování třísek z pracovní plochy, což snižuje riziko přehřátí pilového kotouče. V případě nouzového zastavení stroje pomáhají mezizuby zabránit uvíznutí pily v obrobku.
ÚHEL ZUBU
Sklon ostření – úhel odchylky řezné hrany zubu od poloměru pilového kotouče. Existují pozitivní, negativní a nulové. Je to také důležitý parametr při výběru kotoučové pily.
POZITIVNÍ TILT označeno na kotouči označením POZ 10. Úhel je od 15º do 20º. Takový úhel sklonu zvyšuje posuv nástroje, ale činí řez hrubý.
Při pozitivním sklonu fréz kotouč jakoby uchopí řezivo a během řezání do něj najede, což pomáhá urychlit zpracování materiálu.
NEGATIVNÍ ÚHEL NÁKLONU — na takovém disku najdete označení NEG -5. Úhel náklonu od 0º do -5º. U kotoučů s negativním úhlem sklonu se rychlost řezání zpomalí, ale kvalita řezu se zvýší, řez je přesnější.
NULOVÝ ÚHEL NÁKLONU — kotouče s nulovým úhlem se používají pro řezání kovů.

TYP (TVAR) ZUBU
Jak zuby monolitických kotoučů, tak frézy na tvrdokovových pilách se liší tvarem. Ten či onen tvar frézy je optimalizován pro určité úkoly. V závislosti na výrobci může mít typ zubů různá označení, ale ve skutečnosti jsou základní konfigurace stejné.
MONOLITICKÉ KOTOUČE
se zakřivenými zuby
Široké zakřivené zuby
Navrženo pro řezání měkkého dřeva, poskytuje vysokou rychlost.
Zuby jsou malé a často rozmístěné, špičaté (jako pila na železo)
Vhodné pro řezání měkkého i tvrdého dřeva, rychlost řezání je nižší než u předchozí verze.
KARBIDOVÁ KOLA
Řezná část pájení je rovná (kolmo k pilovému kotouči), zuby mají kladný úhel sklonu.
Používá se k podélnému řezání dřeva.
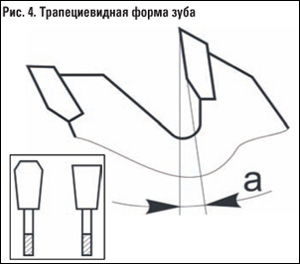
Vizuálně podobný plochému řezáku, ale zúžený (lichoběžníkový tvar). Kotouče s takovou frézou mají malý počet zubů a jsou vybaveny čistícími noži.
Kotouče tohoto typu se používají při zpracování dřeva ve strojích s proudovým posuvem. Malý počet zubů zajišťuje vysokou rychlost řezání.
Ploché řezáky se střídají se zkosenými. Zuby mají negativní úhel sklonu až 15 stupňů.
Používá se pro kyvadlové a radiální řezání. Díky negativnímu úhlu sklonu poskytují vysoce kvalitní příčný řez, ale používají se také pro podélné řezání dřeva, stejně jako pro zpracování dřevotřísky a překližky.
Zuby na okraji pily se střídají – dva frézy zkosené v různých směrech a jeden plochý. Mají kladný úhel sklonu.
Používají se při zpracování průmyslových objemů dřeva, poskytují rychlé a čisté řezy jak do měkkého, tak do tvrdého dřeva a také do dřevotřísky. Střídavý úhel sklonu umožňuje použití těchto kotoučů pro příčné i podélné řezy. Při ostření pod nejvyšším možným úhlem poskytují tyto typy kotoučů jemnější práci s materiálem náchylným ke štípání.
JE MOŽNÉ VYBRAT UNIVERZÁLNÍ PILOVÝ KOTOUČ?
Je zřejmé, že je nemožné vybrat si kotoučovou pilu pro všechny příležitosti a pro jakýkoli typ zařízení. Na základě vlastností kotouče si však můžete vždy vybrat pilu pro konkrétní úkoly. Velikost kotouče se vybírá na základě použitého zařízení a při výběru dalších vlastností je třeba vycházet z materiálu, který je určen k řezání, směru řezu (pokud jde o dřevo), plánovaného množství práce , atd. Obecná doporučení pro výběr pilového kotouče podle materiálu určeného k řezání lze shrnout následovně:
Dřevotřískové desky, MDF a dřevovláknité desky
Pro práci s těmito materiály se doporučuje použít tvrdokovové pilové kotouče s variabilním ozubením. Kotouč se montuje na ruční nebo stolní kotoučovou pilu nebo pokosovou pilu. Počet zubů pily se může lišit od 24 do 60 ks.
LAMINÁT, HLINÍK, PLAST, NEŽELEZNÝ KOV
Při zpracování těchto materiálů se používají kotoučové pily s trapézové zubymající negativní úhel ostření.
DŘEVO

Při práci se dřevem jsou kotoučové pily nejčastějším nástrojem. Při výběru pilového kotouče je důležité zvážit směr řezání – podélné nebo příčné. Při řezání napříč zrna se zvyšuje odolnost materiálu.
- PŘÍČNÝ ŘEZ Přednostně se používají kotouče s velkým počtem zubů (60-80 kusů) s negativním úhlem sklonu. Tato konfigurace zajišťuje čistý řez. Takové kotouče nejsou vhodné pro podélné řezání – zvyšují se vibrace zařízení, což negativně ovlivňuje jak rychlost, tak kvalitu řezání a v konečném důsledku povede k selhání zařízení.
- PODÉLNÝ STŘIH Doporučuje se vyrábět kotouče s malým a středním počtem zubů s kladným úhlem sklonu. Na kotouči o průměru 230-250mm by doporučený počet zubů neměl překročit 18-24 ks. Velké dutiny mezi zuby přispívají k vyhazování pilin z pracovní plochy.
Pokud se podélný řez provádí na vícepilových strojích průchozího typu, je třeba vzít v úvahu vysokou rychlost řezání a také velké objemy zpracování. Disky jsou v tomto případě náchylnější k přehřívání a to zase vede k deformaci. Proto jsou na takových strojích instalovány pilové listy s mezizuby a čisticími noži. Čistí piliny z pracovní plochy, což chrání kotouč před přehřátím.
















